Workstations for welding using the following methods
- MIG/MAG
- TIG
Workstations for surfacing
- manual/semi-automatic arc welding
- flame welding
- manual/semi-automatic plasma welding (PTA)
- Anti-wear protection systems can be found in the chapter Anti-wear protection.
Workstations of conventional machining
- material cutting - saws
- turning
- milling
- drilling
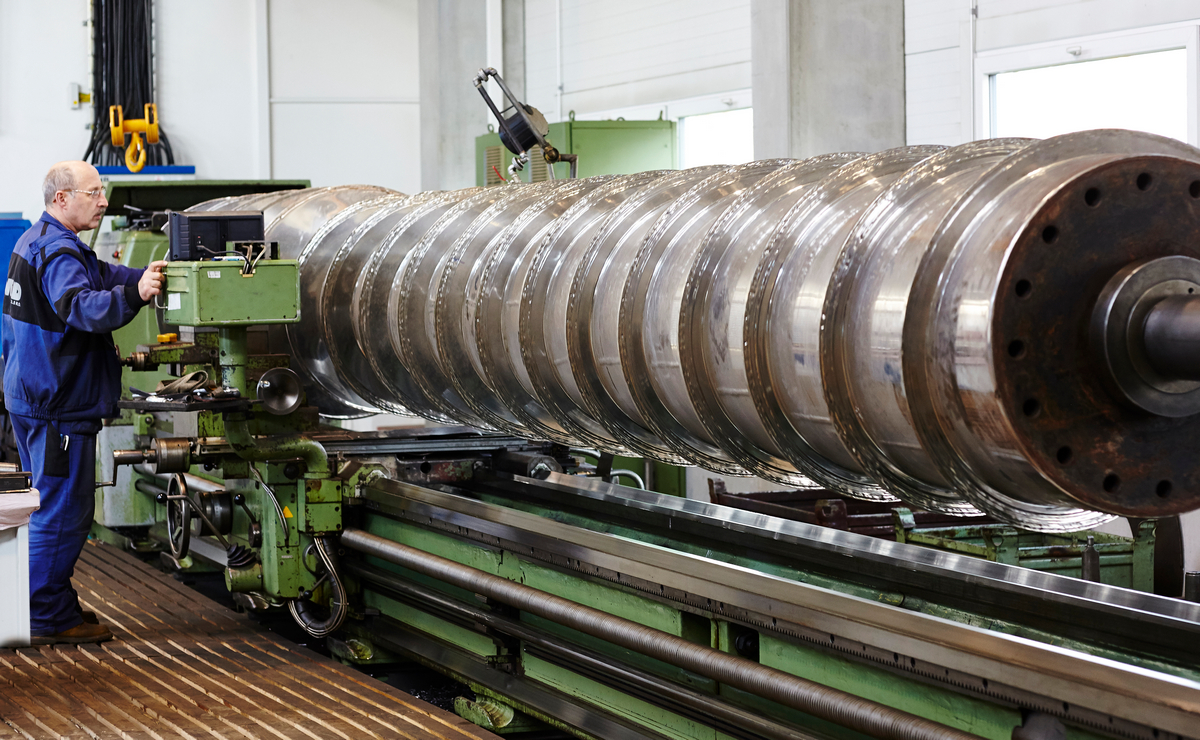
Machining of long workpieces with the Wohlenberg V 1180 lathe
- running diameter above the lathe bed - 1185 mm
- running diameter above the slide - 920 mm
- turning length - 9000 mm
- lathe bed length - 11600 mm
Workstation for NC machining with the MASTURN MT 70 CNC lathe
- running diameter above the lathe bed - 820 mm
- running diameter above the slide - 530 mm
- turning length - 3000 mm
Milling machine FGSV 50
- longitudinal table feed - 1300 mm
- vertical table feed - 500 mm
- transverse feed - 630 mm
Horizontal boring machine WH 10 CNC
- transverse table feed - 1250 mm
- longitudinal table feed - 850 mm
- vertical drilling-head feed - 1100 mm
- drilling-head extension - 500 mm
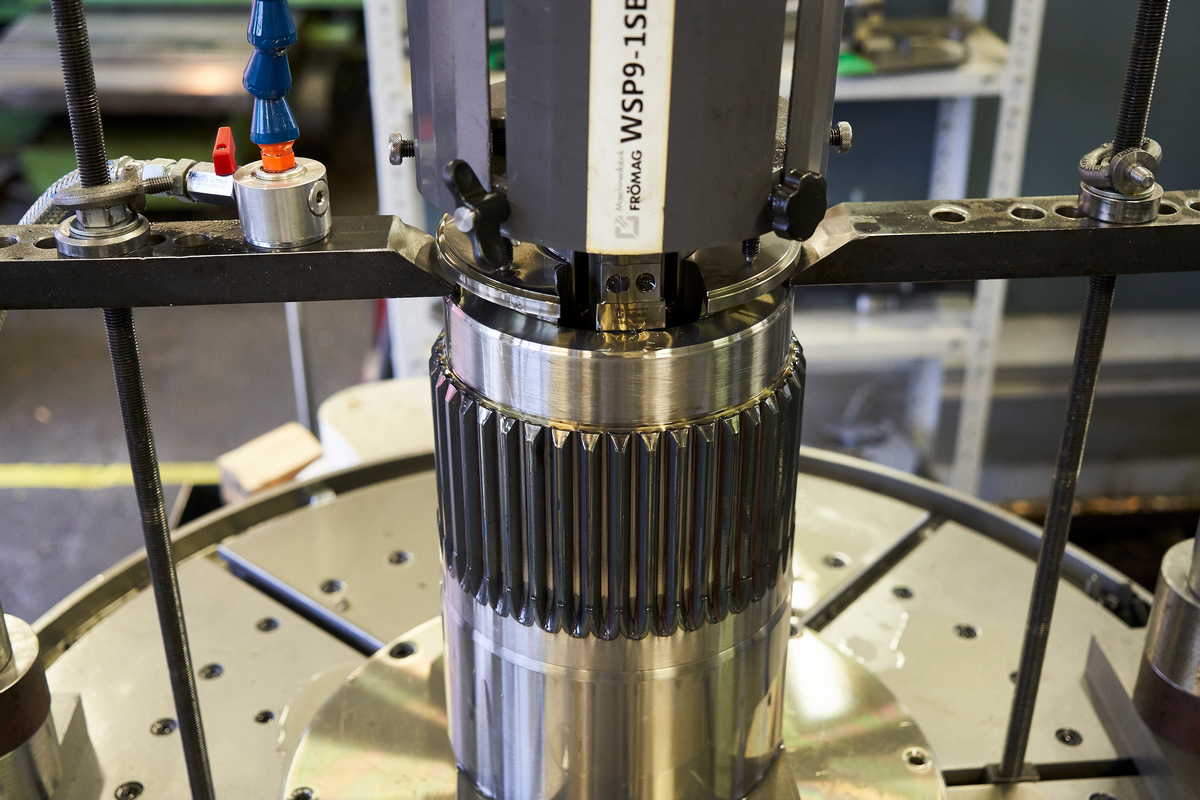
Specialized workstation for the production of internal grooves with the Frömag CNCE70-1000 shaping machine
- groove width of 12-22 mm, workpiece length of 500 mm (the smallest inner diameter of 40 mm)
- groove width of 22-32 mm, workpiece length of 750 mm
- groove width of 22-70 mm, workpiece length of 1000 mm (the maximum inner diameter of 290 mm)
Specialized workstation for pressing segments with the HF1 MDVX Flight pressing device
- minimum inner diameter of segments of 50 mm
- maximum outer diameter of segments does of 2500 mm with the maximum height of segment blades of 650 mm
- maximum pitch of segments to the size of the large diameter of the segments
- metal sheets from 4 to 35 mm in thickness
The listed parameters are only indicative, as the combination of limit values depending on the quality of the material may not always be feasible within a guaranteed tolerance. On the contrary, in some cases, with regard to the combination of parameters and quality of the material, we are able to get outside the range of limit values.
We will be happy to process your request for the manufacture of segments in our sales and technical department. Contact our office without any commitment.
Specialized cutting workstation with the Hypertherm XPR 300 plasma source with a water table measuring 6500 x 3000 mm
- maximum burnt-piece size 6000 x 2500 mm
- burning of holes takes place under water and thus the properties of the material are not degraded
Plasma torch burning
- structural steels from 4 to 40 mm in thickness
- stainless steel from 3 to 30 mm in thickness
- metal sheets with full-area welds of their total thickness from 6 to 30 mm
- the smallest possible grate perforation is 12 mm; the holes can be both perpendicular and conical with burning thickness of up to 5 mm.
- for screens of the most frequently required thickness from 10 to 15 mm, we can make perforations from 10 mm with burning thickness of 3 mm
Burning with an oxyacetylene burner
- structural steels of up to 120 mm in thickness
- high-strength steels of up to 40 mm in thickness
- the burner can be tilted to different angles for burning of bevels

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}