Stanowiska do spawania metodami
- MIG/MAG
- TIG
Stanowiska do napawania powierzchni
- napawanie łukowe ręczne/półautomat
- napawanie płomieniem
- napawanie plazmą (PTA) ręczne/półautomat
Systemy ochrony przeciw zużyciu warstwy odpornej na ścieranie można znaleźć w rozdziale Ochrona przeciw zużyciu.
Stanowiska konwencjonalnej obróbki skrawaniem
- dzielenie materiału – piły
- toczenie
- frezowanie
- wiercenie
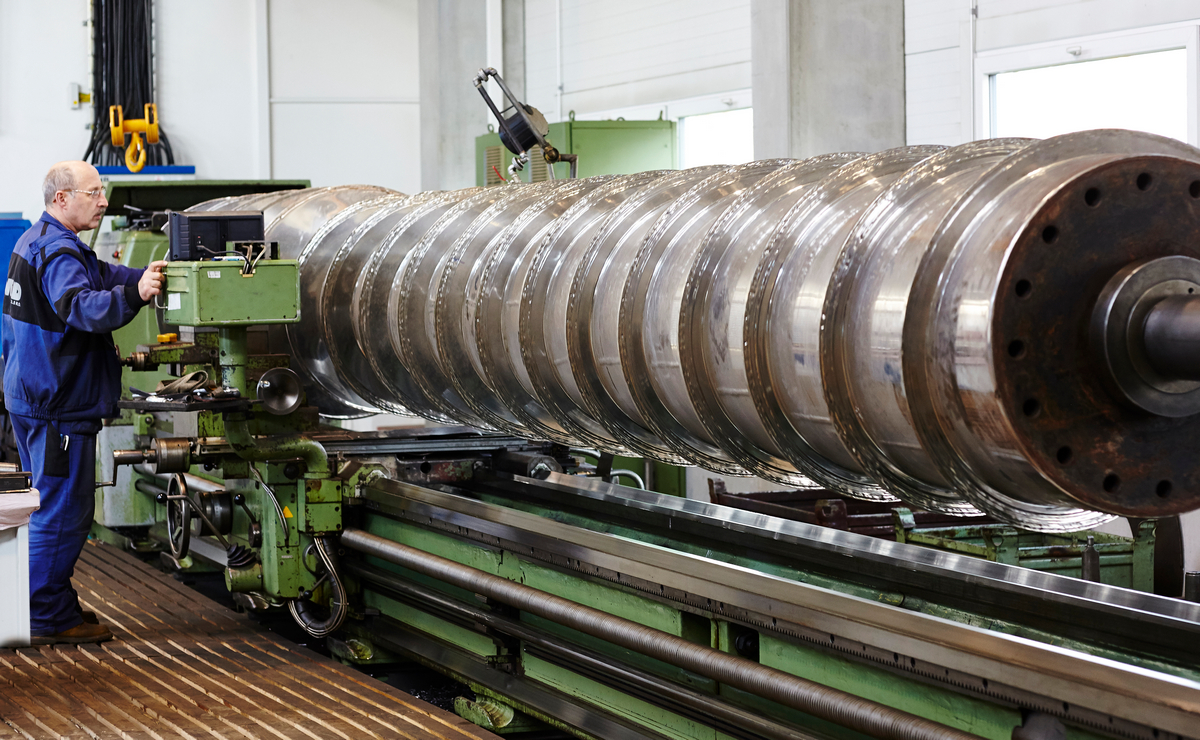
Obróbka długich elementów na tokarce Wohlenberg V 1180
- średnica na łożem 1185 mm
- średnica nad suportem 920 mm
- średnica toczenia 9000 mm
- długość łoża 11600 mm
Stanowisko obróbki skrawaniem NC Tokarka MASTURN MT 70 CNC
- średnica na łożem 820 mm
- średnica nad suportem 530 mm
- długość toczenia 3000 mm
Frezarka FGSV 50
- posuw wzdłużny stołu 1300 mm
- posuw pionowy stołu 500 mm
- posuw poprzeczny 630 mm
Wytaczarka pozioma WH 10 CNC
- posuw poprzeczny stołu 1250 mm
- posuw wzdłużny stołu 850 mm
- posuw pionowy wrzeciennika 1100 mm
- wysuw wrzeciona 500 mm
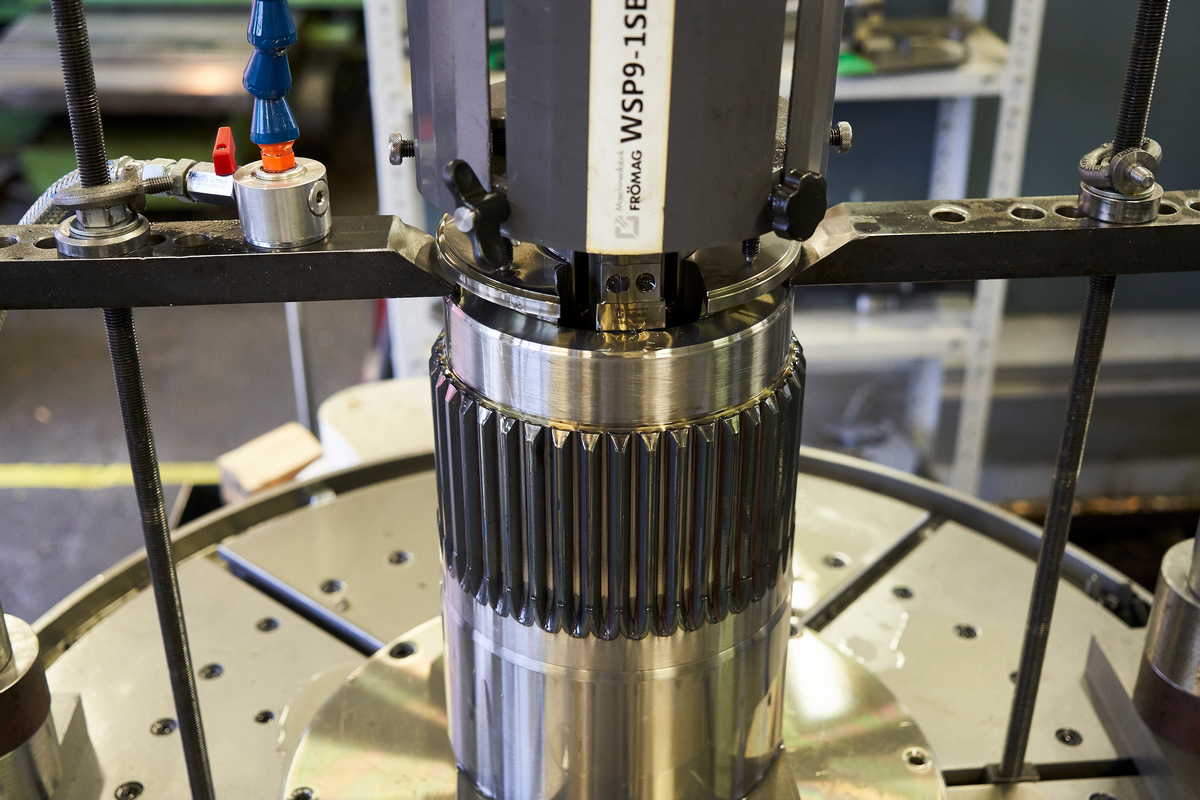
Specjalne stanowisko do produkcji rowków wewnętrznych dłutownicą Frömag CNCE70-1000
- szerokość rowka 12-22 mm, długość obrabianego elementu 500 mm (najmniejsza średnica wewnętrzna 40 mm)
- szerokość rowka 22-32 mm, długość obrabianego elementu 750 mm
- szerokość rowka 22-70 mm, długość obrabianego elementu 1000 mm (maksymalna średnica wewnętrzna 290 mm)
Specjalne stanowisko do prasowania segmentów urządzeniem do prasowania HF1 MDVX Flight
- średnica wewnętrzna segmentu minimalnie 50 mm
- średnica zewnętrzna segmentu maksymalnie 2500 mm przy wysokości łopaty segmentu maksymalnie 650 mm
- maksymalny skok segmentu do wysokości wymiaru dużej średnicy segmentu
- grubość blachy od 4 mm do 35 mm
Podane parametry są tylko orientacyjne, ponieważ kombinacja wartości granicznych w zależności od materiału nie musi być zawsze wykonalna w gwarantowanej tolerancji. Natomiast w niektórych przypadkach, ze względu na kombinację parametrów i jakości materiału jesteśmy w stanie przekroczyć zakres wartości granicznych.
Chętnie rozwiążemy realizację według Państwa zapytania na realizację segmentów w naszym dziale handlowo-technicznym. Prosimy o niewiążące skontaktowanie się z naszym biurem.
Specjalistyczne stanowisko do cięcia ze źródłem plazmy Hypertherm XPR 300 ze stołem wodnym o wymiarach 6500 x 3000 mm
- maksymalna wielkość ciętego elementu 6000 x 2500mm
- cięcie otworów przebiega pod wodą, dzięki czemu nie dochodzi do degradacji właściwości materiału.
Cięcie palnikiem plazmowym
- stale konstrukcyjne o grubości od 4 do 40 mm
- stale nierdzewne o grubości od 3 do 30 mm
- blachy z napawaniem całopowierzchniowym o całkowitej grubości od 6 do 30 mm
- najmniejsza możliwa perforacja rusztów to 12 mm; otwory mogą być prostopadłe lub stożkowe z kątem do 5 mm.
- w przypadku sit o najczęściej wymaganej grubości od 10 do 15 mm potrafimy wykonać otwory od 10 mm z kątem 3 mm
Cięcie palnikiem acetylenowym
- stale konstrukcyjne do grubości 120 mm
- stale wysokowytrzymałe do grubości 40 mm
- palnik można pochylać pod różnym kątem do cięcia skosów

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}