Arbeitsplätze für das Schweißen mit folgenden Schweißverfahren
- MIG/MAG-Schweißen
- TIG-Schweißen
Arbeitsplätze für großflächiges Auftragschweißen
- Lichtbogenauftragschweißen manuell/halbautomatisch
- Auftragschweißen mit Gas
- PTA- (Plasma-Pulver) Auftragschweißen manuell/halbautomatisch
Die Verschleißschutzsysteme durch Auftragung der abriebfesten Lagen finden Sie unter Verschleißschutz.
Arbeitsplätze für konventionelle Spanbearbeitung
- Zerspanende Werkstofftrennung – Sägen
- Dreharbeiten
- Fräsarbeiten
- Bohrarbeiten
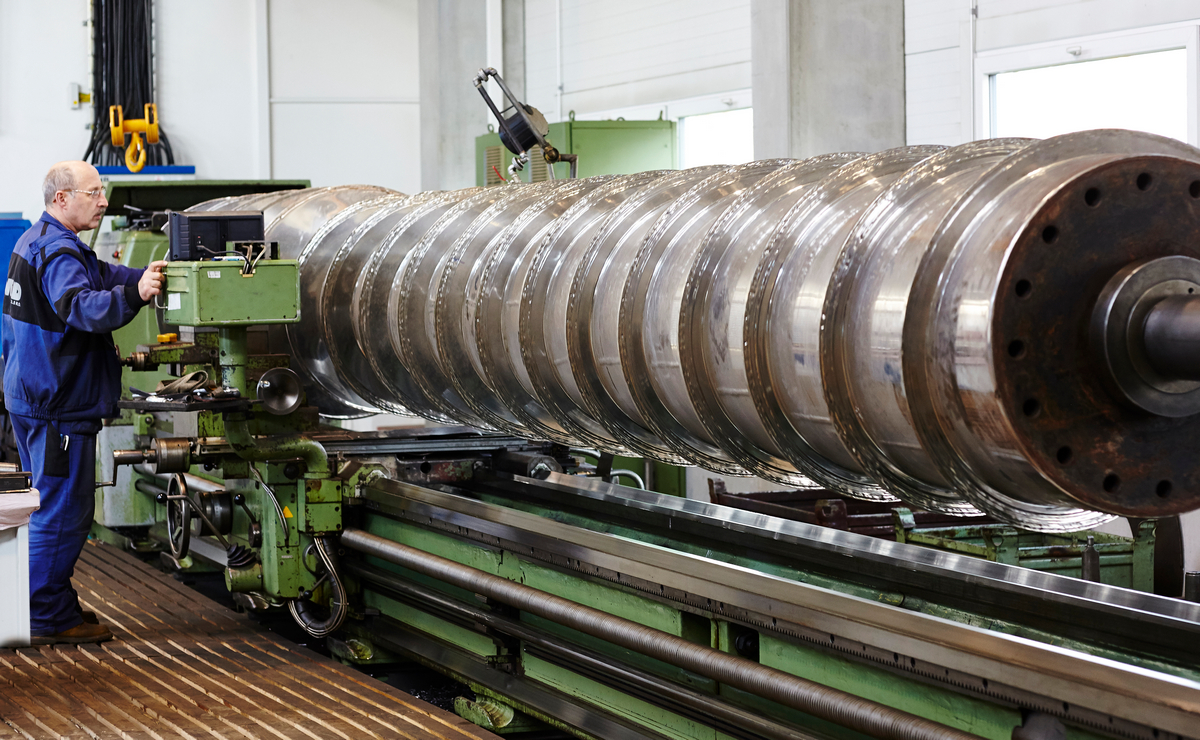
Bearbeitung der langen Werkstücke mit der Drehmaschine Wohlenberg V 1180
- Drehdurchmesser über dem Bett 1185 mm
- Drehdurchmesser über dem Support 920 mm
- Drehlänge 9000 mm
- Bettlänge 11600 mm
Arbeitsplatz für NC-Spanbearbeitung mit der Drehmaschine MASTURN MT 70 CNC
- Drehdurchmesser über dem Bett 820 mm
- Drehdurchmesser über dem Support 530 mm
- Drehlänge 3000 mm
Fräsmaschine FGSV 50
- Tischlängsvorschub 1300 mm
- Tischsenkrechtvorschub 500 mm
- Quervorschub 630 mm
Waagerecht-Bohr- und Fräswerk WH 10 CNC
- Tischquervorschub 1250 mm
- Tischlängsvorschub 850 mm
- Spindelschlittensenkrechtvorschub 1100 mm
- Spindelausfahren 500 mm
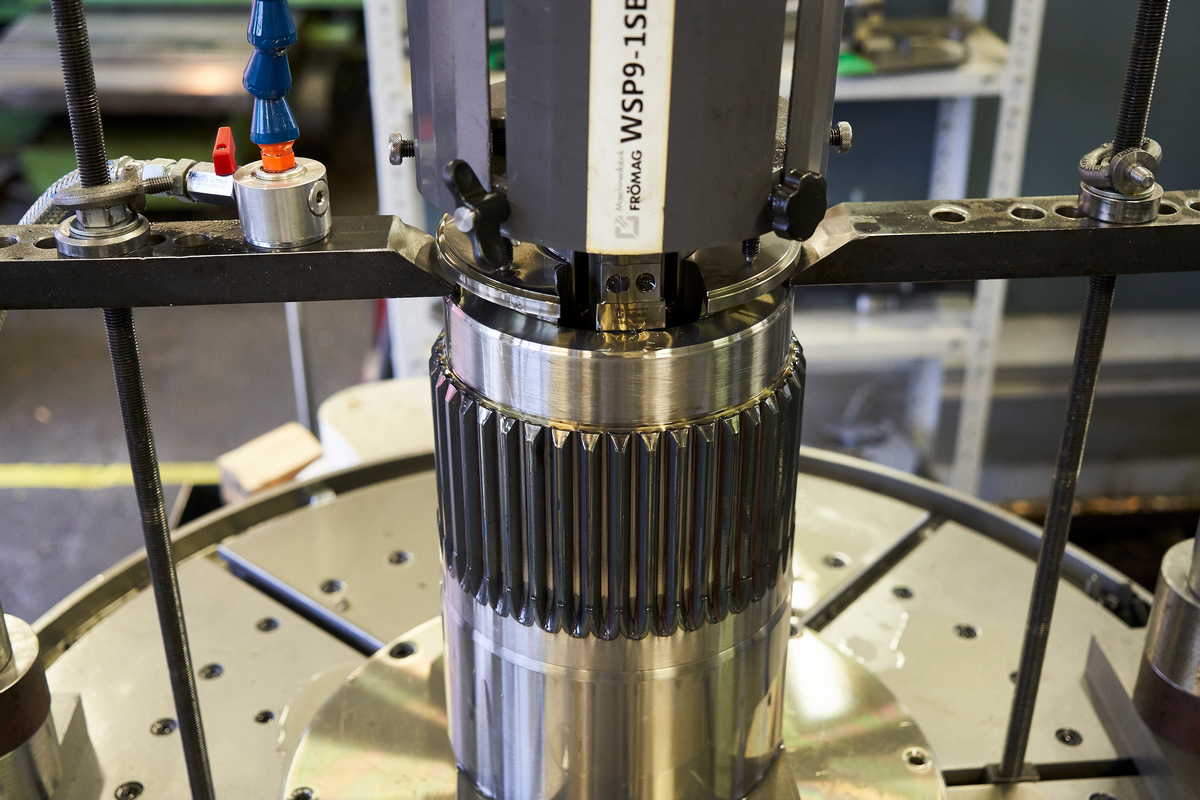
Spezialisierter Arbeitsplatz für Anfertigung der Innennuten mit der Nutmaschine Frömag RAPIDA CNCE 70-1000-APC durch „Ziehen“ und „Stoßen“
- Nutbreite 12-22 mm, Werkstücklänge 500 mm (minimaler Innendurchmesser 40 mm)
- Nutbreite 22-32 mm, Werkstücklänge 750 mm
- Nutbreite 22-70 mm, Werkstücklänge 1000 mm (maximaler Innendurchmesser 290 mm)
Spezialisierter Arbeitsplatz für die Fertigung der Schneckenflügel mit der Presseanlage HF 1 MDVX Flight
- Minimaler Schneckenflügel-Innendurchmesser 50 mm
- Maximaler Schneckenflügel-Außendurchmesser 2500 mm bei maximaler Breite des Flügelblattes von 650 mm
- Maximale Steigung eines Schneckenflügels soll den Außendurchmesser desselben Schneckenflügels nicht überschreiten
- Blechstärke von 4 bis 35 mm
Alle obenstehenden Parameter sind nur zur Orientierung, denn die Kombination der Grenzwerte in Abhängigkeit von Materialgüte muss nicht immer in garantierter Toleranz durchführbar sein. Im Gegenteil in einigen Fällen sind wir im Stande mit Rücksicht auf die Kombination der Parameter und der Materialgüte auch den Grenzwertbereich zu überschreiten.
Ihre Anfrage bezüglich der Schneckenflügelfertigung wird von uns in unserer handelstechnischen Abteilung gerne bearbeitet. Kontaktieren Sie unverbindlich unser Büro.
Spezialisierter Arbeitsplatz für das Brennschneiden der Löcher mit der Plasmaanlage Hypertherm XPR 300 mit Wasserbecken von einer Größe 6500 x 3000 mm
- Maximale Größe des Brennteils 6000 x 2500 mm
Das Brennschneiden erfolgt unter dem Wasser und damit kommt es zu keiner negativen Beeinflussung der Materialeigenschaften.
Schneiden mit dem Plasmabrenner
- Maschinenbaustähle mit einer Blechstärke von 4 bis 40 mm
- Edelstähle mit einer Blechstärke von 3 bis 30 mm
- Bleche mit ganzflächigem Panzerungsauftrag mit einer Stärke von 6 bis 30 mm
- Die kleinstmögliche Lochung der Rostplatten beträgt 12 mm; die Löcher können sowohl senkrecht als auch konisch mit der Schnittschräge bis zu 5 mm sein.
- Bei Siebblechen mit der meist gewünschten Stärke von 10 bis 15 mm sind wir im Stande die Lochung von 10 mm mit der Schnittschräge bis zu 3 mm zu fertigen.
Autogenes Brennschneiden
- Maschinenbaustähle mit einer Blechstärke bis 120 mm
- Hochfeste Stähle mit einer Blechstärke bis 40 mm
- Es ist möglich den Brenner in verschiedene Winkel für das Schneiden der Schrägen zu schwenken

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}